PC Strand Production Line (Prestressed Concrete Steel Strand Machine)

Our PC strand production lines are designed for the continuous manufacturing of 1×7 pre-stressed concrete steel strand. Engineered to deliver high strength and low relaxation performance, this PC strand line integrates stranding, heat treatment, cooling, tension control, and precision take-up into a sophisticated tandem layout.
This PC strand manufacturing line is capable of producing the primary reinforcement products, with a strand diameter range from 9.35mm to 21.6mm. By ensuring highly stable stabilization treatment, the PC wire line allows manufacturers to consistently meet the most rigorous international reference standards, such as EN 10138-3, ASTM A416, BS 5896, and JIS G3536.
The finished 1×7 steel strands are preferred choice to produce precast concrete elements, concrete poles, and other concrete structures used in construction and infrastructure projects.
-
- Material High-carbon steel wire, uncoated
-
- Structure 1×7 (6 outer wires + 1 core wire)
-
- Strand Diameter Range 9.35–21.6 mm
-
- Compacted Strand Diameter Range 12.7–21.6 mm
-
- Reference Standards EN 10138-3, ASTM A416, BS 5896, JIS G3536




High-carbon steel wire rod → Bobbin pay-off → Stranding → Strand compaction → Straightening → First-stage tensioning → Medium-frequency induction heat treatment → Water cooling → Second-stage tensioning → Tension compensation → Take-up → Layer winding and packing → Finished PC strand
-
 Bobbin Pay-Off Stand
Bobbin Pay-Off StandA seven-bobbin pay-off arrangement is used on this stand, together with a mechanical double-center structure and a constant-tension device to keep unwinding more stable. Double damping wheels are installed on both sides to help maintain steady pay-off tension. The centers are made from 42CrMo, with surface hardness of HRC 55–60.
-
 Stranding Machine
Stranding MachineSeven steel wires are guided through a bow system fitted with fiberglass components and hard-alloy wire guides, then twisted inside the rotating cradle to form a 1×7 structure. Arc-tooth synchronous belts are used for transmission, and the main shaft adopts a concealed design. Strand pitch can be adjusted electronically to suit different production sizes.
-
 Straightening Machine
Straightening MachineAfter stranding, the PC strand goes through a GCr15 compaction die to tighten the strand and keep it more compact. Five standard die sizes are included. A 7-roll straightener comes next, with three rolls on top and four below, to improve straightness.
-
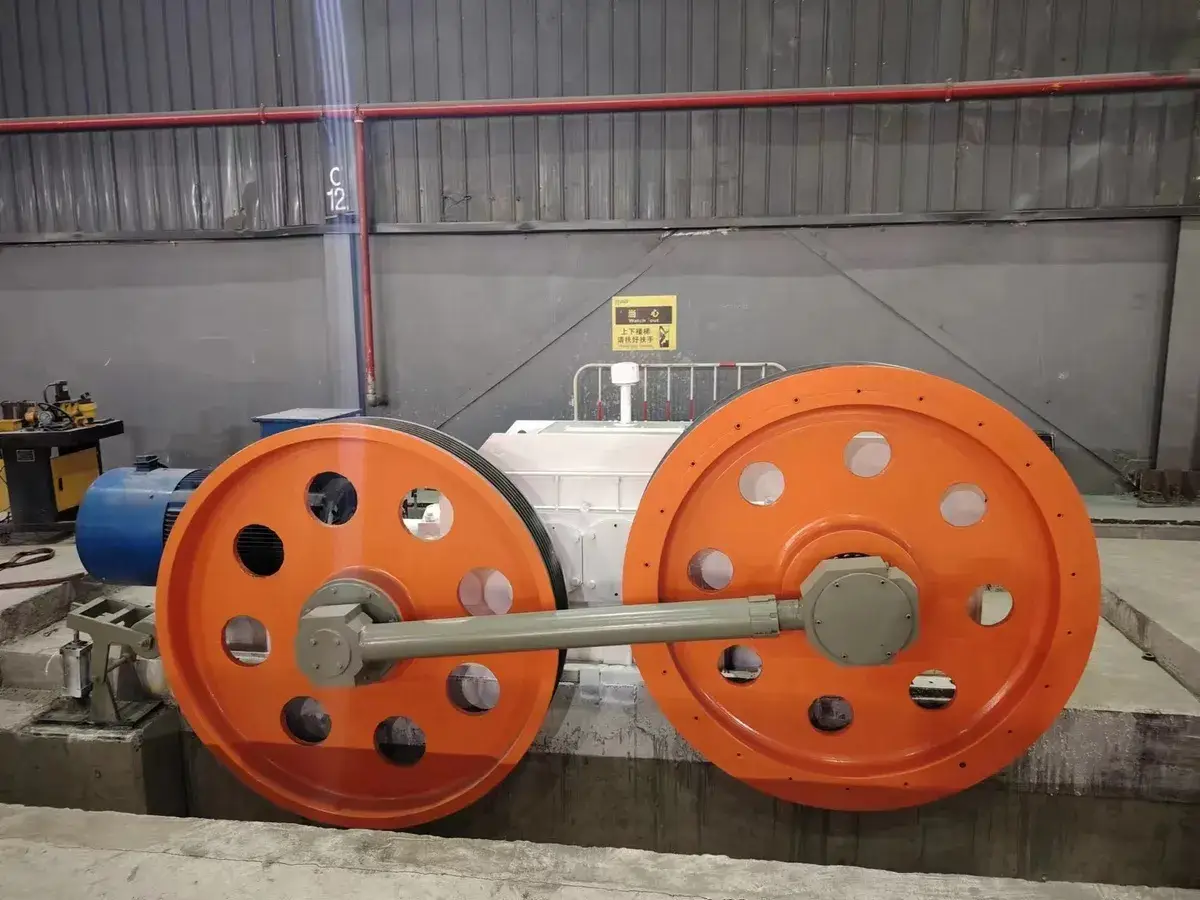
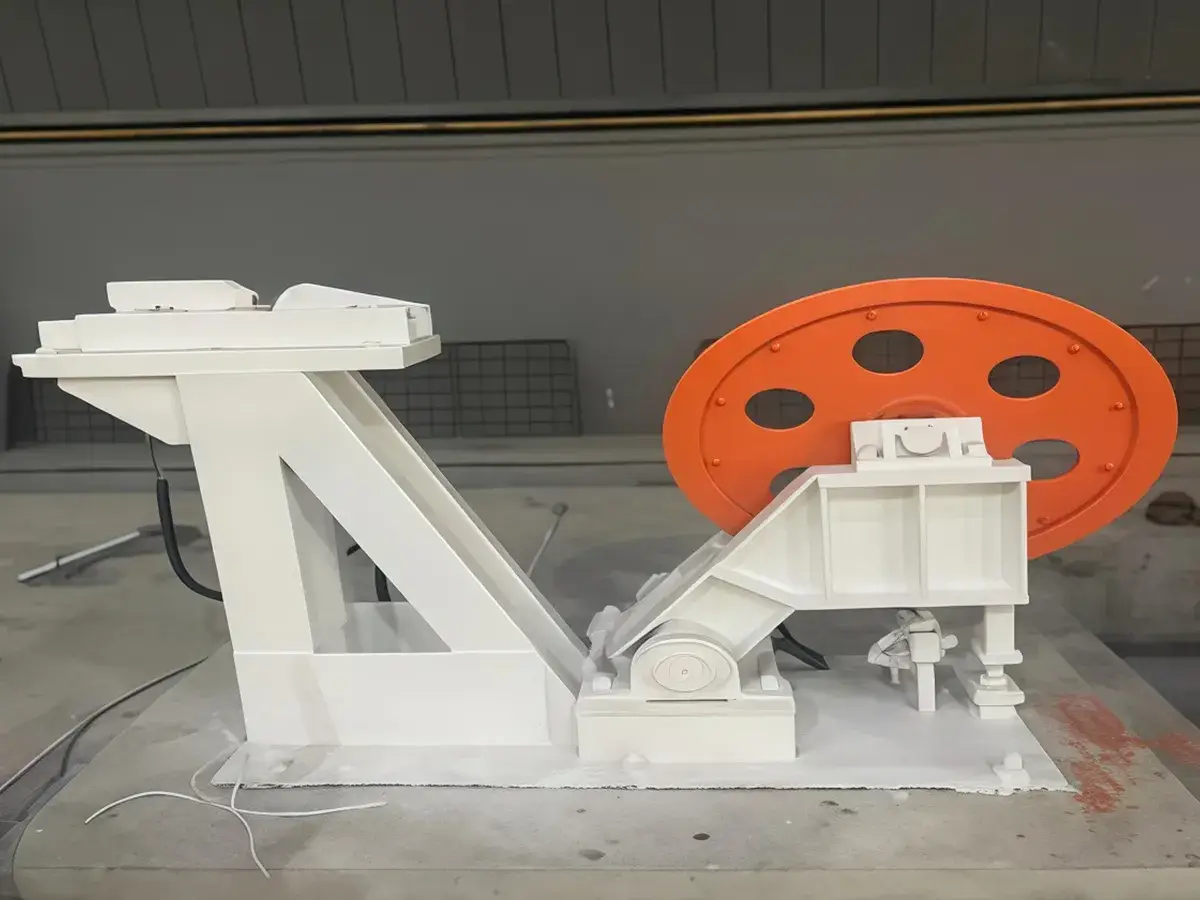
 Tensioning Machine
Tensioning MachineBefore heat treatment, the strand passes through a 2020 mm tension wheel for preset tensioning. The drive wheel uses seven V-grooves designed for 1×7–17.8 strand, with groove surface hardness of HRC 55–62 and a maximum tension of 220 kN.
-
 Medium-Frequency Induction Furnace
Medium-Frequency Induction FurnaceHeat treatment is carried out in a digital medium-frequency induction furnace, with temperature adjustable from 370 to 420°C. A softened-water recirculation system is used for internal cooling, and temperature is linked with the control system for closed-loop control. The heating process relieves stress in the strand and supports low-relaxation performance.
-
 Cooling Trough
Cooling TroughThe PC strand line uses a multi-point spray arrangement so the strand can be cooled more evenly as it passes through. At the outlet, compressed air blows off the remaining water on the strand, so it comes out dry and less likely to rust. A cover is also fitted on the water tank to reduce both heat loss and water vapor.
-
 Tensioning Machine
Tensioning MachineAfter heat treatment and cooling, the strand passes through a second tensioning machine with the same structure as the first one. This stage works with the first tensioning section to keep the final strand size and mechanical properties more consistent.
-
 Tension Compensator
Tension CompensatorThis section keeps take-up tension steady by adjusting it through displacement-sensor feedback during winding. The guide rollers are made from 42CrMo with a hardened surface, and a wire guide is installed at the outlet.
-
 Large-Spool Take-Up
Large-Spool Take-UpFinished strand is wound here onto large bobbins sized Ø2400 × 1800, with take-up capacity up to 28 tons. The take-up section is driven by a 55kW variable-frequency motor, while the wire guide is driven by a separate 1.5 kW variable-frequency motor and moves along a linear rail through a ball screw to keep the winding orderly.
-
 Layer Winding and Packaging
Layer Winding and PackagingHydraulic movement, lifting, and pushing are used here for coil unloading and packaging. The drum has an inner diameter of 760 mm and a length of 750 mm, and the coil can be unloaded in four or eight sections. The automatic wire-laying keeps the winding neat, while packaging speed exceeds 250 m/min and single-coil weight can reach 4 tons.